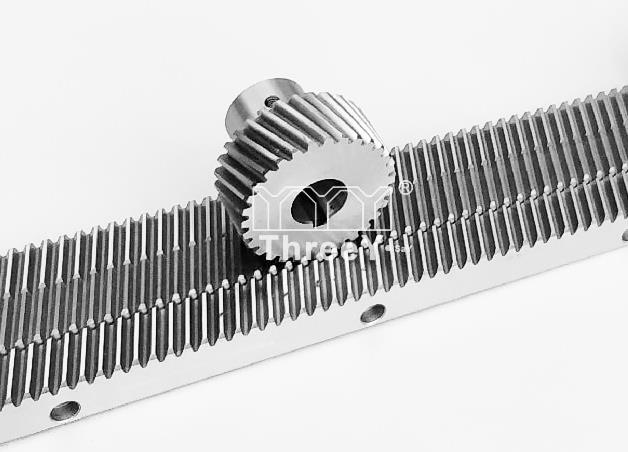

1.齿型齐全:有直齿与斜齿,棒材有方形与圆形。
2.规格完整:模数1.5~10,齿条可以相接。单次加工长度可达3,000mm,标准为1000mm。
3.优质材料:碳素钢、合金钢和不銹钢。
4.制程多元:热处理/无热处理,表面研磨/无表面研磨,齿面研磨/无齿面研磨。
5.可完全依照客户需求生产。
适用于快速、精确定位机构:
(1)适用于重负荷、高精度、高刚性、高速度、长行程之CNC工具机、铣床、钻床、车床、加工中心、切割机械、木工机械、焊接机械、石材机械等;
(2)适用于工厂自动化快速移载机构、机器人手臂抓取机构、智能立体仓库等。欧美机床和自动化领域已采用多年,首次引入中国。
产品描述:
精度等级:
材料:(S45C中碳钢)C45
齿型:直齿
齿面处理:无研磨/有研磨
硬度处理:热处理;硬度为45-50度/或硬度为25度.
四面研磨:无/有
压力角:20度
产品特性注意事项]
①容许传动力数值是在任意使用条件下计算的参考值。详细内容请参考注意事项。
②齿条的侧隙为所使用的配对小齿轮的侧隙值的一半「齿条单体的侧隙(齿厚减少量)」的和。
[追加工注意事项]
①对齿条做追加工前,请首先阅读追加工注意事项,注意安全。本公司的「齿轮工房」承接追加工业务。
[产品特性注意事项]
①容许传动力数值是在任意使用条件下计算的参考值。详细内容请参考注意事项。
②齿条的侧隙为所使用的配对小齿轮的侧隙值的一半「齿条单体的侧隙(齿厚减少量)」的和。
③"不锈钢材料经过*固溶化处理**钝化处理。通过钝化处理,提高了防锈效果。但产品的加工面没有此效果。本产品没有完全防锈效果,请注意.
*固溶化处理:将制造坯材时在表面上形成的碳层熔解到材料内部的热处理方法
**钝化处理:将材料浸在酸液中清洗后钝化处理,使材料表面形成钝化层以增强防锈性能"
④齿条装配在基面后,请使用定位销固定。仅使用紧固螺钉承受负荷时螺钉有破损的危险性。
起动时的注意事项
起动前请确认下列各项内容:
●齿轮的装配是否确实
●轮齿接触是否偏向一端
●是否有适当的侧隙(请避免无侧隙使用)
●有没有足够的润滑
如果齿轮露在外面的话,请一定安装安全外罩加以防护,以确保安全。此外,齿轮转动时,请勿触摸。
起动中有噪音及振动等异常时,请确认齿轮及组装状态。
齿轮的防止噪音及振动的对策有「高精度」、「齿面粗糙度」、「正确的轮齿接触」。
齿轮的激光淬火
齿轮是机械转动中应用非常广泛的通用零部件,它的疲劳强度及寿命直接影响着整套设备的使用状况。根据齿轮工作特点,齿轮主要失效特征是由于弯曲力矩作用而造成的磨损。为了提高齿轮带的承载能力,延长齿轮的使用寿命,必须对齿轮表面进行硬化处理。
齿轮表面质量的好坏直接影响传动部件的质量和寿命,为此需对齿轮表面进行强化处理,传统的处理方法如渗碳等存在着诸如变形较大,硬化层沿齿廓分布不均等缺陷,从而影响齿轮的使用寿命.通过分析可替代常规齿轮渗碳淬火的激光齿面淬火新技术研究的意义及经济价值,着重讨论了齿面激光淬火的关键技术--表面预处理涂层与方法、激光扫描方式.比较了激光淬火与渗碳工艺的硬度、硬化层深度及抗点蚀疲劳性能等重要指标.结果表明:采用激光淬火齿面技术不仅能提高生产率,降低成本,而且对于某些材料的齿轮完全能代替渗碳淬火工艺.
齿轮激光淬火克服了上述传统工艺硬化层分布不均、变形大等缺点,适合于多种材质、不同几何参数和尺寸各种的齿轮。20世纪80年代我国就开始了齿轮激光淬火的研究,同时研制了多种激光淬火设备,激光淬火虽然不能完全取代齿轮常规热处理,但却是齿轮热处理方法的一个极为重要的补充,具有很强的竞争力和极好的应用前景。
产品简介
1.特殊优势:激光淬火后齿轮获得硬齿面及软根部,齿面耐磨的同时保证齿轮整体机械性能的同时,更加吻合齿轮的使用要求。
2.高耐磨性:激光淬火处理的齿轮硬度高,金相组织细化,耐磨性优于传统淬火工艺。激光淬火使组织产生压应力,提高齿轮的抗疲劳强度。
3.变形小:激光淬火齿轮的齿廓变形量在0.01mm以内,无裂纹,能保持原有的表面粗糙度,经激光淬火后的齿轮可以直接装机使用。
4.生产周期短:由于激光淬火变形小,一般不需要再磨齿,简化生产工序,提高生产效率,降低生产成本。
5.扩大齿轮选材范围:可选用低价格的钢种制造齿轮,通过激光淬火提高齿面硬度,保证使用要求。
6.激光淬火技术参数:
齿轮材质:中碳钢
淬火硬度:HRC50~63
硬化深度:0.5~1.2mm,层深可控。(end)