
齿轮加工厂家如何退火和齿轮大小之分
齿轮加工厂家在生产齿轮的时候如何选用退火、正火工艺,应结合齿轮钢的种类,加工工艺及使用性能等综合考虑。那么如何选择退火和正火呢?通常我们根据齿轮钢的含碳量去选择。首先对于含碳量小于0.25%的齿轮钢,在没有其他热处理时,采用正火处理来提高强度,对于渗碳钢,用正火消除锻造缺陷,提高切屑加工性能,并为渗碳淬火处理做好准备,当含碳量小于0.20%时,应采用高温正火,对于大型齿轮加工铸件,一般采用退火消除铸造应力;
齿轮加工其次含碳量0.25%-0.50%的齿轮钢,一般采用正火。其中含碳量0.25%-0.35%的钢,正火后其硬度是佳切削硬度;对于含碳量较高的齿轮钢,正火后其硬度虽然高于佳切屑硬度,但由于正火生产效率高,成本低,仍采用正火处理;对于含碳量0.50%-0.75%的齿轮钢,一般采用完全退火工艺。因为含碳量较高,正火后硬度不利于切屑加工,而退火后硬度适宜切削加工,此外,对于调质处理的齿轮钢,一般是退火来降低硬度,然后进行切削加工,终进行调质处理。
齿轮加工余量是怎样计算的?
因为粗切齿工序有较大的过错,以及热处理变形构成的过错,所以为了在磨齿时能把齿面悉数磨光,磨齿加工必须有恰当的磨齿余量。磨齿余量应尽能够小,这样不只有利于行进磨齿生产率,并且可减小从齿面上磨去的淬硬层厚度,行进齿轮承载才华。
工业齿轮在啮合时齿面接触处有接触应力,齿根部有大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。工业齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求工业齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。例如,在确定大、小工业齿轮硬度时应注意使小工业齿轮的齿面硬度比大工业齿轮的齿面硬度高30-50HBS,这是因为小工业齿轮受载荷次数比大工业齿轮多,且小工业齿轮齿根较薄,强度低于大工业齿轮。
齿轮的功用及类型
齿轮的传动是机械装备的重要组成部分,具有传递动力、变速换向功用。
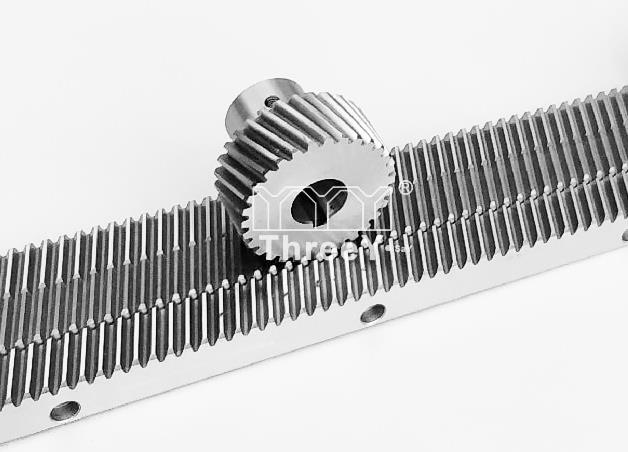
齿轮的类型:按齿轮传动轴线的相互位置可分为三类——平行轴线传动、相交轴线传动和交错轴线传动。
平行轴线传动的齿轮有直齿圆柱齿轮、斜齿圆柱齿轮、人字齿圆柱齿轮。